
:quality(80)/p7i.vogel.de/wcms/30/2a/302a91fc7023597805ceb509e09161c0/0132149761v2.jpeg "The pharmaceutical industry is adopting next-gen technologies such as AI, Digital Twins, Supercomputers, and Quantum Computing to enhance production processes, efficiency and even transform the future of drug development. (Source: © Thachakrit - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/74/a7/74a756b8cfd61a4acccd88cbc49e7226/0132139328v2.jpeg "Air Liquide will deliver large volumes of nitrogen, oxygen, argon, hydrogen and other industrial gases to SK hynix’s new cutting-edge advanced chips packaging facility. (Source: Air Liquide)")
:quality(80)/p7i.vogel.de/wcms/a7/33/a733b07b1e4002ca0a31e148b259f5cc/0132015566v2.jpeg "ABB’s Sensymaster FMT400 flowmeter has earned a SIL 2 certification for use in safety-critical process applications. (Source: ABB)")
:quality(80)/p7i.vogel.de/wcms/41/0e/410e1aadd2c0c6236ad7f88e0b26f0e3/0131997649v2.jpeg "The Gulf region in the Middle East is now incorporating next-gen and advanced technologies to enhance efficiency, reduce carbon footprints, and align with global sustainability mandates. (Source: © ChaoticDesignStudio - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/57/ca/57ca2b55bb88157cabb2d9ef49791673/0131651018v1.jpeg "Fibers in the dyeing process (Source: Livinguard Technologies)")
:quality(80)/p7i.vogel.de/wcms/83/50/8350047b2ea5f78b64265991be13b9ed/0132346522v2.jpeg "Syensqo has broken ground on a manufacturing expansion at its Havre de Grace, Maryland, site, adding over 30 % capacity through a multi-million-dollar investment in the company’s U.S. manufacturing footprint. (Source: Syensqo )")
:quality(80)/p7i.vogel.de/wcms/2e/96/2e96f28d5c566798945fc50e54219203/0132344854v2.jpeg "With this investment, Air Liquide reinforces its position as an essential partner to support the American semiconductor boom and the domestic supply chain for AI technologies. (Source: Air Liquide)")
:quality(80)/p7i.vogel.de/wcms/83/22/8322d2ed4a6e7f28fb440817dde3e7ac/0132291307v2.jpeg "Aerial view of the Covestro Integrated Site Shanghai in China. (Source: Covestro )")
:quality(80)/p7i.vogel.de/wcms/bf/ea/bfeaf07cc824805fc8ab3ead700fc59b/0132305523v2.jpeg "The FDA notes that execution-control software should be located as close as possible to its associated equipment to avoid adverse effects on performance or security. (Source: Arista Corporation)")
:quality(80)/p7i.vogel.de/wcms/26/44/2644979dc473d31082d875ed5801a31a/0132292242v2.jpeg "Bayer and Iambic Therapeutics recently announced a drug discovery collaboration. (Source: Bayer)")
:quality(80)/p7i.vogel.de/wcms/b7/38/b7388c495fb5593f08179b7aa2a0e6d1/0132286364v2.jpeg "In recent years, Lonza has steadily expanded the existing customer relationship. (Source: Lonza)")
:quality(80)/p7i.vogel.de/wcms/15/59/15590924fc3192a930f20ad2e0e09f1b/0132340566v2.jpeg "One of Lhyfe’s production sites. (Source: Lhyfe)")
:quality(80)/p7i.vogel.de/wcms/c4/9a/c49a96f49b47508e4de4ebc1a228c190/0132338331v2.jpeg "Topsoe and Sasol have signed a licensing and engineering agreement with Allied Biofuels. (Source: Topsoe )")
:quality(80)/p7i.vogel.de/wcms/ba/07/ba077f55ccd6c4b7330e47d7aa97f1fd/0132302326v2.jpeg "Andritz and RAG Austria have officially marked the start of construction with a groundbreaking ceremony for Austria’s largest green hydrogen plant. (Source: (c) Karin Lohberger Photography)")
:quality(80)/p7i.vogel.de/wcms/b2/18/b21826c3746499e2a852300135700add/0132223881v2.jpeg "Plug Power has recently announced that the 50-MW Hunter Valley Hydrogen Hub project in Newcastle, New South Wales, Australia, has reached final investment decision. (Source: Unsplash)")
:quality(80)/p7i.vogel.de/wcms/89/47/8947595eafaa6ad27c8552a5f9ad48e1/0129967379v1.jpeg "Biogas and biomethane currently provide approximately 5.5 GW of stable electrical capacity and could be expanded to up to 20 GW without requiring additional land – an enormous potential. (Source: license free via Pixabay)")
:quality(80)/p7i.vogel.de/wcms/e9/64/e964996410967c124c2cf01a8623068e/0130285341v1.jpeg "Geht unter die Oberfläche: Die Offshore-Ölförderung erfordert hochenergetische Pumpen – doch diese sind im Wesentlichen eine Black Box. Bisher zumindest. (Source: Kistler Group)")
:quality(80)/p7i.vogel.de/wcms/1c/39/1c39433f4bb4de2e5e6c5311c3236d09/0130110254v2.jpeg "The new pumps of the Omega type series have been designed for handling water and fluids with a low solids content efficiently. (Source: KSB)")
:quality(80)/p7i.vogel.de/wcms/be/e1/bee13b8d51a419b9b8f0685e2b9d47bf/0128917673v1.jpeg "The Centerwave 6000 measures pipes from 32 to 1,600 mm. (Source: Maag Group)")
:quality(80)/p7i.vogel.de/wcms/40/b7/40b7cfff60e644ba4b8a1a1d1fcfac09/0131991659v2.jpeg "AI as a technology is constantly evolving and its role in transforming the wastewater and water treatment industry is huge. (Source: © Malika - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/6d/f4/6df401340dd39e80535bfdef67909958/0131840391v2.jpeg "Dupont has recently announced that a MBR system has been selected as part of the next phase of upgrades at the Riverstone Water Resource Recovery Facility in Sydney, Australia. (Source: Dupont)")
:quality(80)/p7i.vogel.de/wcms/f8/48/f848b446deb0595d2494aed2154ed010/0131700971v2.jpeg "Under the agreement, Xylem will deliver a full end-to-end solution that includes engineering, system design, and long-term operation. (Source: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/a8/92/a892445199f1f77c914c4de44d10fa5d/0131584311v2.jpeg "The transaction is expected to close on 1 July 2026, pending regulatory approvals and satisfaction of customary closing conditions. (Source: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/79/31/7931cc94924b4c2ebc7087e9cec2f801/0130490720v2.jpeg "The new Pulsar Model R80 solids antenna delivers improved measurement capability through its high-frequency signal, narrow beam angle, and advanced configuration software. (Source: Ametek )")
:quality(80)/p7i.vogel.de/wcms/6b/cc/6bcc3d26e1c7c74d90a10bc3ca296ae1/0128362351v2.jpeg "A look into Bayer's new tablet production, Solida 1, during construction: The robots and lift columns for material handling are being installed. (Source: Bayer)")
:quality(80)/p7i.vogel.de/wcms/24/c8/24c84ab6b1bcd24468a87820a07a85aa/0128194707v2.jpeg "Ajax Equipment has supplied Binding Solutions with a feed system comprising buffer hopper, screw feeder and agitated screw feeder for a pilot plant handling iron ore and additives. (Source: Ajax Equipment )")
:quality(80)/p7i.vogel.de/wcms/1d/3e/1d3e2788eb37c1e974f36337c8d33cb5/0128191010v2.jpeg "Ajax Equipment has supplied IGI Systems with a stainless-steel conical hopper with gas purge capability, as part of a prototype Sublimation System for a low-pressure chemical vapour deposition application. (Source: Ajax Equipment)")
:quality(80)/p7i.vogel.de/wcms/e8/e7/e8e7c51f8ff4e0ef927bc4817d93abfd/0132347098v2.jpeg "Sprng Energy employees will continue employment with the new owner, supporting continuity for the workforce and ongoing operational reliability. (Source: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/0b/a5/0ba5c758261e443a17b89acc8db0b0b9/0132339141v2.jpeg "From left: Yuichiro Kato, Executive Officer, Head of the Low Carbon Fuel Value Chain Division, Jera; and Edward Cho, Executive Vice President, Samsung C&T. (Source: Jera)")
:quality(80)/p7i.vogel.de/wcms/b0/b2/b0b27dfff3faf12b419e7a8b11bc0785/0132224680v2.jpeg "Saint-Gobain has entered into a definitive agreement to acquire a glass fiber plant in the United States located in Lexington, North Carolina. (Source: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/21/a1/21a139c2315a4791062579969b3c34dc/0132222816v2.jpeg "Achema Middle East will now take place from 11–13 October 2027 at the Riyadh Front Exhibition & Conference Center in Riyadh, Saudi Arabia. (Source: Dechema/Hannibal)")
:quality(80)/p7i.vogel.de/wcms/f8/29/f8298429c1638b949a6f76346f6709c7/0118701710v2.jpeg "Bosch Industrial Heat will be presenting sustainable steam and heat solutions for global industrial use at the Achema trade fair in Frankfurt, Germany. (Source: Bosch Industriekessel)")
:quality(80)/p7i.vogel.de/wcms/07/24/07242664ab2b1c7841c9d9d0a127670c/0116045959.jpeg "A look inside the GEA machine room. (Bild: Magnavale)")
:quality(80)/p7i.vogel.de/wcms/c9/79/c979a20b32395ddfa93fe7ead90578a0/0108386061.jpeg "Production residues, lime, salt and suspended solids quickly clog the pipes. (Source:©Tanakorn - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/9e/5c/9e5c92d942ed046a27562d6e3d730c92/0103483548.jpeg "It is almost ten metres high and extends over three floors: the world's first multiple dividing wall column is located in the new technical centre at the University of Ulm. (Bild: Eberhardt, kiz Universität Ulm)")
:quality(80)/p7i.vogel.de/wcms/aa/9d/aa9dc332257fbc96a2d2ec20b40781a5/0132005469v2.jpeg "Qatar Energy would like to emphasize that this was an operational accident and not sabotage or hostile in nature. (Source: Qatar Energy)")
:quality(80)/p7i.vogel.de/wcms/57/da/57da73af9c35d633196afd46348182b2/0130820106v2.jpeg "Today, the world is witnessing a deepening energy crisis. The Iran–US war has exposed the vulnerability of the global oil, gas, and petrochemicals industry. Its impact is not confined to one region—it has triggered a domino effect across continents. (Source: © Rayhan - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/20/36/20366ffa57a841882fd165e4dc885c09/0130491929v2.jpeg "With the US and Israel jointly firing the first shot on Iran, the world is now witnessing major cascading effects—from soaring global oil and gas prices, to industry leaders declaring force majeure, and even predictions that the war could trigger a global economic recession! (Source: © FOYSAL - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/d0/f7/d0f7d560dfce37c8371442d5b6120e3c/0130182478v1.jpeg "The Gelsenkirchen refinery primarily manufactures fuels for vehicles and aircraft, processing roughly 12 million tonnes of crude oil per year. (Source: BP)")
:quality(80)/p7i.vogel.de/wcms/a8/4e/a84e8039a90a5cf4751d01ebcf6ba1a9/0127510172v2.jpeg "After six years, Achemasia, the international trade fair and innovation forum for sustainable chemical production, has returned with renewed vigor, bringing together global expertise, Chinese innovation, and a shared commitment to a greener industrial future—according to the organizers of the fair. (Source:PROCESS China)")
:quality(80)/p7i.vogel.de/wcms/17/c7/17c703445f134eb3d7ecc7918dda2762/0124596096v2.jpeg "Achema Middle East will launch in Saudi Arabia in 2026. (Bild: Dechema/ Hannibal)")
:quality(80)/p7i.vogel.de/wcms/2a/2c/2a2cffc07f51019065387cd63241b5ce/0119463370v1.jpeg "The Injecta 36 fills and seals RTU (Ready-to-Use) syringes at high speed. The image shows the robotic arm. (Source: IMA)")
:quality(80)/p7i.vogel.de/wcms/b1/7e/b17ea8c62ccafad1d1fb072d6199bbd6/0118578446.jpeg "“Star in the ring”: Vegapuls 6X radar level sensors are the solution of choice for Renolit for many applications on the way to the perfect plastic product. (Source: © MR Design - stock.adobe.com; Vega)")
:quality(80)/p7i.vogel.de/wcms/f2/e1/f2e16472ee0c30756d8e01a454d015bf/0132108569v2.jpeg "Aerial view of the Covestro Integrated Site Shanghai (Source: Covestro)")
Eccentric Disc Pumps The Bottom-Line Benefits of Product Recovery
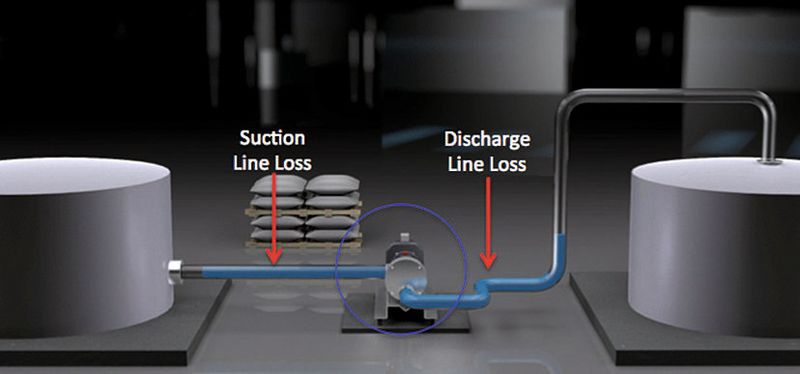
The fulcrum in optimizing product yield is the pump that is used to transfer and recover raw materials or finished products through the suction and discharge lines. Learn how eccentric disc pumps feature product-recovery capabilities that significantly reduce waste from hygienic food and beverage, pharmaceutical and cosmetic manufacturing while increasing ROI.
Related Vendors
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/109600/109698/65.png "Lutz-Jesco-Logo-2016_englisch.png ()")
Product waste is one of the areas in hygienic manufacturing where extremely high costs are being incurred. The Mc Kinsey Quarterly Food Waste Alliance has reported that more than $ 120 billion of product goes to waste worldwide annually. The Natural Resources Defense Council (NRDC) also estimates that the United States is losing 40 % of its food from farm to fork to landfills. Between farm and fork are the processing plants that manufacture some of these products, which is the area of focus for this article.
The term “product recovery” can relate to a number of different operations in hygienic manufacturing, but for the purposes of this discussion, we will focus on product recovery as it pertains to either raw ingredients or intermediate/finished products that may remain in the suction or discharge fluid-transfer lines at the conclusion of production runs or between product changeovers. There are many critical areas within a hygienic-manufacturing operation where fluid transfer is required. However, many manufacturers are simply flushing these expensive materials down the drain when they do not optimize their product-recovery capabilities, which can be accomplished through the use of eccentric disc pump technology.
:quality(80)/images.vogel.de/vogelonline/bdb/765700/765702/original.jpg "(Picture: Mouvex)")
:quality(80)/images.vogel.de/vogelonline/bdb/765700/765703/original.jpg "(Picture: Mouvex)")
:quality(80)/images.vogel.de/vogelonline/bdb/765700/765704/original.jpg "(Picture: Mouvex)")
:quality(80)/images.vogel.de/vogelonline/bdb/765700/765705/original.jpg "(Picture: Mouvex)")
Incorporating increased energy efficiency into the hygienic-manufacturing process is one way to save operating costs, but is it the best?
The Challenge
Incorporating increased energy efficiency into the hygienic-manufacturing process is one way to save operating costs, but is it the best? Chart 1 (see picture gallery) shows just how much money is consumed and potentially saved, per positive displacement pump, if the cost for energy is $0.10 per kilowatt hour (KwH):
The sum of $1,008 is the energy cost to run the pump annually. Suppose we were able to reduce the energy consumption by a large factor of 20%, which is admittedly unlikely. That would represent a saving of almost $202 per pump per year. For comparison’s sake, however, chart 2 shows a very conservative example of how much can be saved when using positive displacement eccentric disc pump technology with a minimum product-recovery capability of 70% to transfer a finished product from a feed tank to a filler:
When you take the product-recovery savings of $32,160 and divide it by the power savings of $202 the product-recovery savings is 160 times higher per pump! Another way to view it is that the product-recovery savings accumulated in one year in this example will pay for 32 years of energy to operate the pump (not even including interest on the money). As previously mentioned, this is a huge opportunity for the manufacturer, because within today’s pumping technologies there is very little room to improve motor efficiency (certainly not 20%, as in our example). However, there is significant room to improve product recovery.
This savings is only the most obvious, though. Please continue reading …
(ID:42864167)
:quality(80)/p7i.vogel.de/wcms/dc/c3/dcc3443d3f4f566a08465f2d53545312/0129541164v3.jpeg "A lot of industrial facilities treat cooling and heating as siloed, disconnected systems – By shifting to a unified thermal management approach industries can unlock major gains in efficiency, sustainability and performance. (Source: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/d5/72/d5728578b35b72f365f5086bc1d068da/0128662441v2.jpeg "Nikkiso Clean Energy & Industrial Gases Group has announced the launch of its new multistage process pump (MSPP 210), designed to enhance safety and reduce downtime on air separation equipment. (Source: Nikkiso Clean Energy & Industrial Gases Group)")