
:quality(80)/p7i.vogel.de/wcms/2c/8f/2c8f5994fde6636d3ab1dc1e6f93d8d7/0132613246v2.jpeg "Dinnissen supplied a complete process line with bag emptying systems, rotary valves, pneumatic conveying, receiving hoppers, vibrating sieves, magnets, central dust extraction, platforms, a Big Bag filling station and a 3,000-liter Pegasus Mixer with retractable mixing shafts. (Source: Dinnissen)")
:quality(80)/p7i.vogel.de/wcms/76/ae/76ae14e52f34f3ad8b3250265b7c5840/0132596877v2.jpeg "The initiative comes at a time when digital infrastructure is playing an increasingly strategic role, becoming ever more central to industrial competitiveness and data sovereignty. (Source: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/77/e0/77e0c747dd34f1346c0ff9e541a9e447/0132499877v2.jpeg "Within the broad field of AI, specialized solutions such as Gen AI, Computer Vision, Edge AI and Agentic AI are emerging as powerful tools. (Source: © Abdelati - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/30/2a/302a91fc7023597805ceb509e09161c0/0132149761v2.jpeg "The pharmaceutical industry is adopting next-gen technologies such as AI, Digital Twins, Supercomputers, and Quantum Computing to enhance production processes, efficiency and even transform the future of drug development. (Source: © Thachakrit - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/82/d1/82d105ae4530be4f2c74a0ef99e22645/0132698754v2.jpeg "The modules were built in Abu Dhabi but their transport to Antwerp was disrupted by the war in Iran and the blockade of the Strait of Hormuz. (Source: Ineos )")
:quality(80)/p7i.vogel.de/wcms/92/0a/920ade0ff3b585bc128e6254bf0a7fbc/0132697161v2.jpeg "At a glance: Plant engineering projects from across the globe. (Source: © Maryna - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/2a/f7/2af744e1011272f68eb7dec683abe1ca/0132644150v2.jpeg "Linde will invest 1 billion dollars to expand its existing on-site industrial gases complex in Phoenix, making the site one of Linde’s largest investments for an electronics customer globally. (Source: Linde)")
:quality(80)/p7i.vogel.de/wcms/69/08/69089916292db24dad515b199c998475/0132642827v2.jpeg "Nuberg EPC has successfully executed the design and supply of a 100–150 TPD Emergency Chlorine Absorption System for Brinsa, located in Bogotá, Colombia. (Source: Nuberg EPC)")
:quality(80)/p7i.vogel.de/wcms/e5/c5/e5c53dce4785e1a96d36b9f0b0684737/0132679810v2.jpeg "Ima’s Domina tablet press with Dynamicam technology was evaluated for its ability to improve die filling and process robustness when tableting poorly flowable powders. (Source: Ima)")
:quality(80)/p7i.vogel.de/wcms/bf/ea/bfeaf07cc824805fc8ab3ead700fc59b/0132305523v2.jpeg "The FDA notes that execution-control software should be located as close as possible to its associated equipment to avoid adverse effects on performance or security. (Source: Arista Corporation)")
:quality(80)/p7i.vogel.de/wcms/e4/af/e4af1b0a0b4eeb5aa37f35d3ebefeb82/0132727431v2.jpeg "The World Bank’s 'Global Gas Flaring Tracker Report' shares that global gas flaring increased from 157 bcm in 2024 to 167 bcm in 2025, a 6 % increase. (Source: © JAYDA RIN - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/4b/fe/4bfe25a1cff9e5a674c6e0cef417592b/0132696885v2.jpeg "Sasol has commissioned Envision Energy to undertake a design study for a green hydrogen system at its Sasolburg operations, marking an important step in evaluating pathways to produce lower-carbon fuels and chemicals. (Source: Sasol)")
:quality(80)/p7i.vogel.de/wcms/91/fa/91fae3781c26dee96ef186b11945bd30/0132525256v2.jpeg "KBR has been awarded the PMC contract by Power2X for its e-fuels project in Rotterdam. (Source: KBR )")
:quality(80)/p7i.vogel.de/wcms/b5/84/b58480b6738516d24a046b2d76f1ac4b/0132476966v2.jpeg "Moeve Chemicals has completed the verification of its global manufacturing network for the production of Low Carbon products. (Source: Moeve)")
:quality(80)/p7i.vogel.de/wcms/89/47/8947595eafaa6ad27c8552a5f9ad48e1/0129967379v1.jpeg "Biogas and biomethane currently provide approximately 5.5 GW of stable electrical capacity and could be expanded to up to 20 GW without requiring additional land – an enormous potential. (Source: license free via Pixabay)")
:quality(80)/p7i.vogel.de/wcms/e9/64/e964996410967c124c2cf01a8623068e/0130285341v1.jpeg "Geht unter die Oberfläche: Die Offshore-Ölförderung erfordert hochenergetische Pumpen – doch diese sind im Wesentlichen eine Black Box. Bisher zumindest. (Source: Kistler Group)")
:quality(80)/p7i.vogel.de/wcms/1c/39/1c39433f4bb4de2e5e6c5311c3236d09/0130110254v2.jpeg "The new pumps of the Omega type series have been designed for handling water and fluids with a low solids content efficiently. (Source: KSB)")
:quality(80)/p7i.vogel.de/wcms/be/e1/bee13b8d51a419b9b8f0685e2b9d47bf/0128917673v1.jpeg "The Centerwave 6000 measures pipes from 32 to 1,600 mm. (Source: Maag Group)")
:quality(80)/p7i.vogel.de/wcms/01/36/0136c4034940da6e27e2efc39d3a3a00/0132413178v2.jpeg "Aquatech has announced that it will acquire Metichem, a UAE-based leader in advanced water-treatment chemicals and O&M services across industrial, municipal, and institutional markets in the Middle East, North Africa and Southeast Asia. (Source: Unsplash)")
:quality(80)/p7i.vogel.de/wcms/40/b7/40b7cfff60e644ba4b8a1a1d1fcfac09/0131991659v2.jpeg "AI as a technology is constantly evolving and its role in transforming the wastewater and water treatment industry is huge. (Source: © Malika - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/6d/f4/6df401340dd39e80535bfdef67909958/0131840391v2.jpeg "Dupont has recently announced that a MBR system has been selected as part of the next phase of upgrades at the Riverstone Water Resource Recovery Facility in Sydney, Australia. (Source: Dupont)")
:quality(80)/p7i.vogel.de/wcms/f8/48/f848b446deb0595d2494aed2154ed010/0131700971v2.jpeg "Under the agreement, Xylem will deliver a full end-to-end solution that includes engineering, system design, and long-term operation. (Source: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/79/31/7931cc94924b4c2ebc7087e9cec2f801/0130490720v2.jpeg "The new Pulsar Model R80 solids antenna delivers improved measurement capability through its high-frequency signal, narrow beam angle, and advanced configuration software. (Source: Ametek )")
:quality(80)/p7i.vogel.de/wcms/6b/cc/6bcc3d26e1c7c74d90a10bc3ca296ae1/0128362351v2.jpeg "A look into Bayer's new tablet production, Solida 1, during construction: The robots and lift columns for material handling are being installed. (Source: Bayer)")
:quality(80)/p7i.vogel.de/wcms/24/c8/24c84ab6b1bcd24468a87820a07a85aa/0128194707v2.jpeg "Ajax Equipment has supplied Binding Solutions with a feed system comprising buffer hopper, screw feeder and agitated screw feeder for a pilot plant handling iron ore and additives. (Source: Ajax Equipment )")
:quality(80)/p7i.vogel.de/wcms/1d/3e/1d3e2788eb37c1e974f36337c8d33cb5/0128191010v2.jpeg "Ajax Equipment has supplied IGI Systems with a stainless-steel conical hopper with gas purge capability, as part of a prototype Sublimation System for a low-pressure chemical vapour deposition application. (Source: Ajax Equipment)")
:quality(80)/p7i.vogel.de/wcms/50/7a/507ad0071b785f2349520d199d081679/0132713407v2.jpeg "Ingredients + Specialties from Univar Solutions provides specialty ingredients, technical support, and global supply chain services across key markets like beauty, food, and pharmaceuticals. (Source: Univar Solutions )")
:quality(80)/p7i.vogel.de/wcms/32/42/324294979e48be8eda1c926cb8e66d3b/0132697538v2.jpeg "The parties have agreed not to disclose the purchase price. (Source: Unsplash)")
:quality(80)/p7i.vogel.de/wcms/ea/fa/eafa3d6d36a3568d035c8cdb81aa81ca/0132695442v2.jpeg "Total Energies has signed an agreement with Shell to acquire its entire onshore renewables business in Europe, including 500 MW of solar and wind assets in operation or under construction, mainly located in Italy and the Netherlands, and a 3.5 GW pipeline of solar, wind and battery storage projects in Italy, the UK and Spain. (Source: © Yeray Menéndez. )")
:quality(80)/p7i.vogel.de/wcms/f9/54/f95460edb40802990af152c5de33b141/0132644602v2.jpeg "Bio-acetone is a drop-in replacement for fossil-based acetone and can be used in cosmetics, paints and coatings, acrylics, adhesives, and personal care applications. (Source: Braskem)")
:quality(80)/p7i.vogel.de/wcms/f8/29/f8298429c1638b949a6f76346f6709c7/0118701710v2.jpeg "Bosch Industrial Heat will be presenting sustainable steam and heat solutions for global industrial use at the Achema trade fair in Frankfurt, Germany. (Source: Bosch Industriekessel)")
:quality(80)/p7i.vogel.de/wcms/07/24/07242664ab2b1c7841c9d9d0a127670c/0116045959.jpeg "A look inside the GEA machine room. (Bild: Magnavale)")
:quality(80)/p7i.vogel.de/wcms/c9/79/c979a20b32395ddfa93fe7ead90578a0/0108386061.jpeg "Production residues, lime, salt and suspended solids quickly clog the pipes. (Source:©Tanakorn - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/9e/5c/9e5c92d942ed046a27562d6e3d730c92/0103483548.jpeg "It is almost ten metres high and extends over three floors: the world's first multiple dividing wall column is located in the new technical centre at the University of Ulm. (Bild: Eberhardt, kiz Universität Ulm)")
:quality(80)/p7i.vogel.de/wcms/aa/9d/aa9dc332257fbc96a2d2ec20b40781a5/0132005469v2.jpeg "Qatar Energy would like to emphasize that this was an operational accident and not sabotage or hostile in nature. (Source: Qatar Energy)")
:quality(80)/p7i.vogel.de/wcms/57/da/57da73af9c35d633196afd46348182b2/0130820106v2.jpeg "Today, the world is witnessing a deepening energy crisis. The Iran–US war has exposed the vulnerability of the global oil, gas, and petrochemicals industry. Its impact is not confined to one region—it has triggered a domino effect across continents. (Source: © Rayhan - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/20/36/20366ffa57a841882fd165e4dc885c09/0130491929v2.jpeg "With the US and Israel jointly firing the first shot on Iran, the world is now witnessing major cascading effects—from soaring global oil and gas prices, to industry leaders declaring force majeure, and even predictions that the war could trigger a global economic recession! (Source: © FOYSAL - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/d0/f7/d0f7d560dfce37c8371442d5b6120e3c/0130182478v1.jpeg "The Gelsenkirchen refinery primarily manufactures fuels for vehicles and aircraft, processing roughly 12 million tonnes of crude oil per year. (Source: BP)")
:quality(80)/p7i.vogel.de/wcms/a8/4e/a84e8039a90a5cf4751d01ebcf6ba1a9/0127510172v2.jpeg "After six years, Achemasia, the international trade fair and innovation forum for sustainable chemical production, has returned with renewed vigor, bringing together global expertise, Chinese innovation, and a shared commitment to a greener industrial future—according to the organizers of the fair. (Source:PROCESS China)")
:quality(80)/p7i.vogel.de/wcms/17/c7/17c703445f134eb3d7ecc7918dda2762/0124596096v2.jpeg "Achema Middle East will launch in Saudi Arabia in 2026. (Bild: Dechema/ Hannibal)")
:quality(80)/p7i.vogel.de/wcms/2a/2c/2a2cffc07f51019065387cd63241b5ce/0119463370v1.jpeg "The Injecta 36 fills and seals RTU (Ready-to-Use) syringes at high speed. The image shows the robotic arm. (Source: IMA)")
:quality(80)/p7i.vogel.de/wcms/b1/7e/b17ea8c62ccafad1d1fb072d6199bbd6/0118578446.jpeg "“Star in the ring”: Vegapuls 6X radar level sensors are the solution of choice for Renolit for many applications on the way to the perfect plastic product. (Source: © MR Design - stock.adobe.com; Vega)")
:quality(80)/p7i.vogel.de/wcms/95/d3/95d3d3b5b6041379e63577d6f9ce3b78/0132582839v2.jpeg "Left to right: Lakshmi Narayanan, Vice Chair of Patel Family Office; Marc W. Gunderson, Founder of MWG Enterprises; and Abdulmalik Alqahtani, Group Chief Executive Officer of AHQ Group. (Source: Mera Oil)")
:quality(80)/p7i.vogel.de/wcms/f3/5e/f35e7bd21b0b0ac8e75b49d95fd53081/0132466659v2.jpeg "The GPIC complex in Sitra, Kingdom of Bahrain. (Source: GPIC)")
:quality(80)/p7i.vogel.de/wcms/21/a1/21a139c2315a4791062579969b3c34dc/0132222816v2.jpeg "Achema Middle East will now take place from 11–13 October 2027 at the Riyadh Front Exhibition & Conference Center in Riyadh, Saudi Arabia. (Source: Dechema/Hannibal)")
Everything must run smoothly
Reliable gas supply solution for compressors to avoid seal contamination and failures — Process gas centrifugal compressors are typically equipped with gas seals to prevent gas from escaping between the stationary compressor body and the rotating shaft. Compressors are normally shut down when high seal leakage occurs, indicating a seal failure. Experience shows that the major root cause for high gas leakage is the contamination of the seal. How can it be avoided?
Related Vendors
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/64500/64561/65.jpg "Frewitt_Logo.jpg ()")
The most common gas seal arrangements used in the industry for compressors are tandem arrangements, or tandem with intermediate labyrinth arrangements, which will be used as basis for this article. Tandem seals consist of two sets of sealing faces. The set closest to the process gas is known as the primary seal. The second set on the bearing side of the seal is known as the secondary seal. The secondary seal is a backup seal in case the primary seal fails. Contamination can enter the seal from the bearing or the process gas side of the seal. This describes the contamination of the primary seal here, as this is the major cause of seal failures or high seal leakage alarms during or after a long period of pressurized standstill of the compressor.
Gas seals are generally very robust and reliable seals. Ensuring the reliability of gas seals requires a supply of clean and dry gas (seal gas) at all times. Since process gas is a gas, how does it affect the operation of a gas seal? The gas leaking across the faces is low and should not have a detrimental effect on the seal. The quality of gas is the problem and the fact that not all components of a gas will stay in a gaseous phase when the gas temperature or pressure changes.
Contamination of the gas seal results when untreated process gas is allowed in and around the primary seal. A clean gas supply is provided to ensure that potential contamination — like particles or fluids — inside the process itself does not enter the seal.
Typically, process gas is taken from the discharge nozzle of the compressor. This gas is routed through a filter and regulated to a suitable pressure or flow to ensure clean seal gas supply to the primary seal. The majority of seal gas flows across the process labyrinth back into the process. A minimum velocity of 5 m/s (16.4 ft/s) — at twice the nominal labyrinth clearance — should be maintained underneath the labyrinth towards the process to ensure no contamination enters the primary seal. An alternative to using process gas would be to use an external source gas source.
The seal gas flows in two directions; a small amount flows between the seal faces as controlled leakage and is then routed to the primary vent together with the secondary seal gas. The majority of the seal gas flows underneath the process side labyrinth back into the process. Different scenarios that contaminate the gas seal are possible.
Contamination by Particles
Particles present in the process gas can contaminate the primary seal when the seal gas flow across the process side labyrinth is insufficient, or if the provided filtration or conditioning is inadequate for the seal gas to produce the required quality of gas. In consequence, particles can enter the gas grooves on the rotating face and the sealing gap. If the particles are small enough, they will blow through the seal. Larger particles will get trapped inside the grooves or gap, causing negative effects to the sealing behavior or seal reliability. In addition to the sealing gap, particles can also block the dynamic sealing element.
The dynamic sealing element is an O-ring or elastomer free sealing device between the non-rotating seal face and the balance sleeve. The non-rotating seal face must slide together with the dynamic sealing element on the balance sleeve, axially compensating for axial position or movements of the compressor shaft in relation to the seal housing. The non-rotating face must also move freely to adjust for any movements resulting from the normal seal behavior. If the dynamic sealing element is prevented from moving freely to adjust for axial movements, this will affect the seal gap and lead to high seal leakage if the faces are kept open, or will cause primary seal failure in case the faces stay in contact.
To avoid the above-mentioned scenarios, a supply of clean gas must be provided to the primary seal whenever the compressor is pressurized or in operation. A reliable clean gas flow will prevent contamination from the process gas from entering the primary seal.
In the next steps, proper filtration must be selected. Typically, filter elements are selected to remove particles as small as 3 µm and sometimes even 1µm. This ensures the removal of particles that are larger than the seal gap can tolerate, producing a clean quality gas for the primary seal. Seal gas filters have high alarms on differential pressure to identify when filter elements require replacement. The use of dual filter housings means that filter elements can be replaced during compressor operation without interrupting the seal gas flow. Filters supplied with seal gas systems have limitations on the volume and size of the liquids and particles they can manage. Higher levels of contaminants in the seal gas will require additional filtration. This filtration pre-filters the gas and generally contains some type of liquid knock out.
Contamination by Liquids
When a compressor is hot during normal operation, the operating temperature ensures the gaseous state is retained for most applications. So the gas remains gaseous when the seal gas flows from the discharge tap through the seal gas system into the primary seal cavity and through the seal — dropping in pressure and temperature from discharge pressure down to atmospheric pressure. Examples of applications where the gas always remains gaseous are pure ethylene or propylene compressors, as these gases condensate at very low temperatures. For other applications, such as wet gas pipeline, when the gas flows through the seal gas system and seal it forms liquids. These liquids are detrimental to the gas seal.
When a gas drops in pressure it will change in temperature. This is known as the Joule-Thompson effect. Control valves and orifices to manage pressure and flow in a seal gas system will change the temperature of the gas. The seal gas also drops in pressure as it flows between the seal faces, changing the temperature of the gas. For most gases this is a lower temperature, which will move the gas conditions and possibly cross the critical temperature line (dew line) and turn it into a vapor (dual phase). Apart from the Joule-Thompson effect, the environment also influences the seal gas temperature. Ambient temperatures can cool exposed supply lines, which will drop the temperature of the gas and change the gas conditions.
Since gases can be made up of different components, they can change the critical temperature (dew point) of a gas. For gas pipelines with methane as the major component, there are also heavier hydrocarbons within the gas which can dramatically change the critical temperature (dew point). Even small differences in the gas composition can make the difference whether a gas remains gaseous or begins to form liquids or vapors.
If liquids enter the gap between the rotating seat and stationary face, this creates high shearing forces which generate heat. The generated heat leads to gap instability, causing contact between the rotating seat and stationary face, damaging the seal faces and resulting in a seal failure. If a failure does not occur during operation with the liquid contamination, the seal will fail at the next subsequent start due to increased shear forces.
Many seals fail because of liquids in the gas during normal or transient conditions. This is usually the result of not considering the gas dew point — not completing a dew point analysis — or an inaccurate gas composition is used to complete a dew point analysis. Both of these can result in liquid forming in the seal gas and a system design that does not meet the needs of a dry gas seal.
Several steps must be taken to identify and provide the correct system to prevent liquids in seal gas. The first step is to accurately analyze the gas composition to identify all the components in the respective gases being used for seal gas supply. This includes any changes in the gas composition over time due to upset process conditions, and alternate gases used for seal gas. Most gas composition analyses do not include information on components higher than C5 or C6.
Process people are not concerned with trace components higher than C5 or C6. Some procedures also dry the gas sample before the analysis is completed. This eliminates components that turn to liquid and affect the operation of the gas seal. Another concern is when the composition of the process gas changes over time. Even minor changes in the gas composition can significantly change the dew point of a gas. It is therefore elemental to provide an accurate and complete gas composition when establishing the phase envelope to ensure a reliable result. Possible changes in gas composition over time must be considered as well.
Taking this information as basis, the second step is to produce the line for the seal gas dew point and to identify at what temperature and pressure the components in the gas will turn to liquids. Pressures and temperatures to the left of the dew line result in a dual phase gas; liquid in the gas. This is the area where the seal gas may not operate in. The third step is to plot the decompression curve with the minimum margin from the dew line (industry standards have identified the safety margin as 20 Kelvin).
The last step is to collect, analyze and plot all operating conditions; particularly conditions where the gas is at high pressure, such as settle out pressure and when the temperatures of the gas changes. Taking these measures will show what temperature the gas must be for a given pressure to prevent liquids from forming. This is critical to designing the correct seal gas supply system and preventing liquids from forming in a seal gas.
Problems during Stand Still
Due to environmental concerns it is more difficult to vent compressors to the atmosphere. If compressors are stopped after a certain period of time they will be depressurized, sending the gas to flare or atmosphere, resulting in emissions penalties or fines. Some situations can also require a pressurized compressor which ensures a quick response to demand. Having a gas seal fail on a restarted compressor while supporting demands does not result in reliable production, profits or reduced environmental concerns. As identified above, particles in seal gas or primary seal cavity, or liquids that form in a seal gas are root causes for the majority of seal failures. To prevent these failures from occurring it is essential to ensure a clean and quality seal gas for the primary seal. This maintains a reliable seal that will not fail during standstill conditions and prevents failures when restarting or shortly after restarting a compressor.
During a pressurized stand still condition, seal gas flow, (clean and quality seal gas to the primary seal), is only present when an alternate supply or means of producing seal gas flow is provided. Seal gas flow during normal operation is generated by the discharge pressure, as indicated previously, which is higher than the pressure at the seal. If a higher pressure/flow cannot be provided during a pressurized hold, unconditioned process gas from the compressor flows into the primary seal cavity via the process labyrinth, when the seal gas flow is lost. When the compressor is not or only slowly rotating but still pressurized, leakage still occurs through the gas seal. This means the gas leaking through the seal is unconditioned process gas from the compressor, allowing unconditioned gas to enter the primary seal cavity and contaminating the primary seal.
As stated in the previous section on contamination by liquid, the ambient temperature must be considered. The reason is that the compressor and seals will be at an ambient temperature during standstill conditions. If unconditioned process gas is exposed to these conditions, the gas drops in temperature and pressure when passing through the seal face liquid forms and contaminates the dry gas seal.
When liquids form between the seal faces while the compressor is not rotating, they may stick together. The flat surfaces of the stationary face and rotating seat are within two light bands of flatness. With such flat surfaces the liquid will create a bond between the stationary face and the rotating seat. This is good on the one hand because it will reduce or even totally eliminate the seal leakage. On the other hand, the downside is that the strength of the bond is so great when rotational force is applied to the seat that it will damage the drive pins and the stationary seat. This causes high seal leakage during the start or restart of a compressor, and identifies a seal failure with the requirement to replace the seal.
If the line represents pressure and temperature drops of the seal, then gas passes through or close to the dual phase envelope. There are a few possible solutions for this.
An outside source can be used, but the same analysis must be completed on an accurate composition of this gas. A concern with using an outside source is that gas volume is added to the compressor/process. This increases the pressure in the compressor/process. As the pressure builds in the system, the gas must be vented to maintain the clean flow of gas to the gas seal. Due to stricter environmental regulations this is becoming more difficult to do.
The ideal solution is to circulate the gas within the system. Dirty or wet gas is drawn out of the compressor through a conditioning system to bring it to the quality and temperature required for the gas seal and is pushed into the seal cavity. This ensures the gas seal is provided with a gas that does not allow liquid to form between the seal faces.
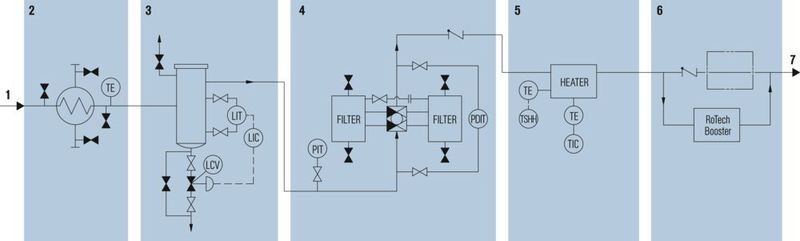
Conditioning a seal gas can require filtering the gas using coalescing filters. Or, conditioning can be as complex as cooling the gas to form the liquid, a liquid knockout to remove liquid, a heater to provide minimum dew point margin, heat trace for maintaining temperature, a booster to move the gas, and final filtration to ensure nothing passes through to the seal. Proper analysis of the dew point and operating conditions will define the required conditioning to ensure the right quality of gas is available for the gas seal.
The movement of the gas is one of the most important requirements for providing reliability for a dry gas seal: circulating seal gas from the compressor through the seal cavity. During normal operation there is sufficient differential pressure between compressor discharge and sealing pressure. When sufficient differential pressure is not present, usually during a standstill , a booster is required. A reliable booster, like an Eagle Burgmann Rotech Booster, delivers the recommended seal gas flow until the compressor is restarted to prevent failures in standby situations during or shortly after compressor restarts (learn more about the Rotech Booster in the White Paper – see PROCESS-Tip).
* * D. Goebel works with Eagle Burgmann Germany, and G. Schmidt with Eagle Burgmann USA. Contact: Phone +49-8171-23-0 This article is based on an White Paper, you can download at process-worldwide.com (see Process Tip).
(ID:43955710)
:quality(80)/p7i.vogel.de/wcms/f4/6a/f46a302c01502dc8c0a4003999112f0f/0128662450v2.jpeg "John Crane has launched the Type 8628VL, a next generation mechanical seal engineered to solve the oil and gas industry's toughest challenges: maintaining sealing integrity in multiphase ethane and ethylene pipelines. (Source: Smiths Group)")
:quality(80)/p7i.vogel.de/wcms/0d/71/0d71f7612334811e13a5cb2bec52839f/0126357401v2.jpeg "Nutraceutical Research Sciences, a private-label manufacturer of nutraceuticals and novel ingredients has developed proprietary manufacturing processes that rely on a model 700-TS-50-SS Rotary Batch Mixer from Munson Machinery. (Source: Munson Machinery)")