
:quality(80)/p7i.vogel.de/wcms/77/e0/77e0c747dd34f1346c0ff9e541a9e447/0132499877v2.jpeg "Within the broad field of AI, specialized solutions such as Gen AI, Computer Vision, Edge AI and Agentic AI are emerging as powerful tools. (Source: © Abdelati - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/30/2a/302a91fc7023597805ceb509e09161c0/0132149761v2.jpeg "The pharmaceutical industry is adopting next-gen technologies such as AI, Digital Twins, Supercomputers, and Quantum Computing to enhance production processes, efficiency and even transform the future of drug development. (Source: © Thachakrit - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/74/a7/74a756b8cfd61a4acccd88cbc49e7226/0132139328v2.jpeg "Air Liquide will deliver large volumes of nitrogen, oxygen, argon, hydrogen and other industrial gases to SK hynix’s new cutting-edge advanced chips packaging facility. (Source: Air Liquide)")
:quality(80)/p7i.vogel.de/wcms/a7/33/a733b07b1e4002ca0a31e148b259f5cc/0132015566v2.jpeg "ABB’s Sensymaster FMT400 flowmeter has earned a SIL 2 certification for use in safety-critical process applications. (Source: ABB)")
:quality(80)/p7i.vogel.de/wcms/95/d3/95d3d3b5b6041379e63577d6f9ce3b78/0132582839v2.jpeg "Left to right: Lakshmi Narayanan, Vice Chair of Patel Family Office; Marc W. Gunderson, Founder of MWG Enterprises; and Abdulmalik Alqahtani, Group Chief Executive Officer of AHQ Group. (Source: Mera Oil)")
:quality(80)/p7i.vogel.de/wcms/9c/89/9c8984048b861e4ecb266aed8fdffcb8/0132533468v2.jpeg "The ceremony marked the official launch of the TMAH production facility construction project awarded to Toyo-Korea in March 2026. (Source: Toyo Engineering)")
:quality(80)/p7i.vogel.de/wcms/c3/d9/c3d96b670052ad2669d388c91e65b64a/0132470964v2.jpeg "With a planned capacity of 50,000 tonnes per year, the facility—currently in the process of site selection in France—is expected to start operations in 2030. (Source: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/f3/5e/f35e7bd21b0b0ac8e75b49d95fd53081/0132466659v2.jpeg "The GPIC complex in Sitra, Kingdom of Bahrain. (Source: GPIC)")
:quality(80)/p7i.vogel.de/wcms/bf/ea/bfeaf07cc824805fc8ab3ead700fc59b/0132305523v2.jpeg "The FDA notes that execution-control software should be located as close as possible to its associated equipment to avoid adverse effects on performance or security. (Source: Arista Corporation)")
:quality(80)/p7i.vogel.de/wcms/26/44/2644979dc473d31082d875ed5801a31a/0132292242v2.jpeg "Bayer and Iambic Therapeutics recently announced a drug discovery collaboration. (Source: Bayer)")
:quality(80)/p7i.vogel.de/wcms/b7/38/b7388c495fb5593f08179b7aa2a0e6d1/0132286364v2.jpeg "In recent years, Lonza has steadily expanded the existing customer relationship. (Source: Lonza)")
:quality(80)/p7i.vogel.de/wcms/91/fa/91fae3781c26dee96ef186b11945bd30/0132525256v2.jpeg "KBR has been awarded the PMC contract by Power2X for its e-fuels project in Rotterdam. (Source: KBR )")
:quality(80)/p7i.vogel.de/wcms/b5/84/b58480b6738516d24a046b2d76f1ac4b/0132476966v2.jpeg "Moeve Chemicals has completed the verification of its global manufacturing network for the production of Low Carbon products. (Source: Moeve)")
:quality(80)/p7i.vogel.de/wcms/a6/f1/a6f1b4eaa5f397c3c18f5bb021297b0f/0132463402v2.jpeg "The plant will be part of the ammonia and urea complex in Bahía Blanca, Argentina. (Source: Unsplash)")
:quality(80)/p7i.vogel.de/wcms/89/47/8947595eafaa6ad27c8552a5f9ad48e1/0129967379v1.jpeg "Biogas and biomethane currently provide approximately 5.5 GW of stable electrical capacity and could be expanded to up to 20 GW without requiring additional land – an enormous potential. (Source: license free via Pixabay)")
:quality(80)/p7i.vogel.de/wcms/e9/64/e964996410967c124c2cf01a8623068e/0130285341v1.jpeg "Geht unter die Oberfläche: Die Offshore-Ölförderung erfordert hochenergetische Pumpen – doch diese sind im Wesentlichen eine Black Box. Bisher zumindest. (Source: Kistler Group)")
:quality(80)/p7i.vogel.de/wcms/1c/39/1c39433f4bb4de2e5e6c5311c3236d09/0130110254v2.jpeg "The new pumps of the Omega type series have been designed for handling water and fluids with a low solids content efficiently. (Source: KSB)")
:quality(80)/p7i.vogel.de/wcms/be/e1/bee13b8d51a419b9b8f0685e2b9d47bf/0128917673v1.jpeg "The Centerwave 6000 measures pipes from 32 to 1,600 mm. (Source: Maag Group)")
:quality(80)/p7i.vogel.de/wcms/01/36/0136c4034940da6e27e2efc39d3a3a00/0132413178v2.jpeg "Aquatech has announced that it will acquire Metichem, a UAE-based leader in advanced water-treatment chemicals and O&M services across industrial, municipal, and institutional markets in the Middle East, North Africa and Southeast Asia. (Source: Unsplash)")
:quality(80)/p7i.vogel.de/wcms/40/b7/40b7cfff60e644ba4b8a1a1d1fcfac09/0131991659v2.jpeg "AI as a technology is constantly evolving and its role in transforming the wastewater and water treatment industry is huge. (Source: © Malika - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/6d/f4/6df401340dd39e80535bfdef67909958/0131840391v2.jpeg "Dupont has recently announced that a MBR system has been selected as part of the next phase of upgrades at the Riverstone Water Resource Recovery Facility in Sydney, Australia. (Source: Dupont)")
:quality(80)/p7i.vogel.de/wcms/f8/48/f848b446deb0595d2494aed2154ed010/0131700971v2.jpeg "Under the agreement, Xylem will deliver a full end-to-end solution that includes engineering, system design, and long-term operation. (Source: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/79/31/7931cc94924b4c2ebc7087e9cec2f801/0130490720v2.jpeg "The new Pulsar Model R80 solids antenna delivers improved measurement capability through its high-frequency signal, narrow beam angle, and advanced configuration software. (Source: Ametek )")
:quality(80)/p7i.vogel.de/wcms/6b/cc/6bcc3d26e1c7c74d90a10bc3ca296ae1/0128362351v2.jpeg "A look into Bayer's new tablet production, Solida 1, during construction: The robots and lift columns for material handling are being installed. (Source: Bayer)")
:quality(80)/p7i.vogel.de/wcms/24/c8/24c84ab6b1bcd24468a87820a07a85aa/0128194707v2.jpeg "Ajax Equipment has supplied Binding Solutions with a feed system comprising buffer hopper, screw feeder and agitated screw feeder for a pilot plant handling iron ore and additives. (Source: Ajax Equipment )")
:quality(80)/p7i.vogel.de/wcms/1d/3e/1d3e2788eb37c1e974f36337c8d33cb5/0128191010v2.jpeg "Ajax Equipment has supplied IGI Systems with a stainless-steel conical hopper with gas purge capability, as part of a prototype Sublimation System for a low-pressure chemical vapour deposition application. (Source: Ajax Equipment)")
:quality(80)/p7i.vogel.de/wcms/d1/ad/d1ad7cc44aa95c4de8440fd167c2b4ee/0132587522v3.jpeg "Ueli Thuerig, President of Maag. (Source: Maag Group)")
:quality(80)/p7i.vogel.de/wcms/60/9a/609a7a6f6169c49dbfc92926245bf55d/0132530338v2.jpeg "Cormetech’s differentiated portfolio of products and technology is highly complementary to JM Clean Air Solutions business. (Source: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/f7/65/f765a235316081847014608e82072f8d/0132529736v2.jpeg "Under the PDA, Sabic and Rongsheng Petrochemical are evaluating a potential equity investment by Sabic up to 50 % of Rongsheng New Materials. (Source: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/43/4e/434efc91729fe0f3deaad0e6ef88771d/0132525968v2.jpeg "Petvalue Philippines, an Indorama Ventures recycling facility and a joint venture with Coca-Cola Europacific Aboitiz Philippines, located in Cavite, Philippines. (Source: Indorama Ventures)")
:quality(80)/p7i.vogel.de/wcms/f8/29/f8298429c1638b949a6f76346f6709c7/0118701710v2.jpeg "Bosch Industrial Heat will be presenting sustainable steam and heat solutions for global industrial use at the Achema trade fair in Frankfurt, Germany. (Source: Bosch Industriekessel)")
:quality(80)/p7i.vogel.de/wcms/07/24/07242664ab2b1c7841c9d9d0a127670c/0116045959.jpeg "A look inside the GEA machine room. (Bild: Magnavale)")
:quality(80)/p7i.vogel.de/wcms/c9/79/c979a20b32395ddfa93fe7ead90578a0/0108386061.jpeg "Production residues, lime, salt and suspended solids quickly clog the pipes. (Source:©Tanakorn - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/9e/5c/9e5c92d942ed046a27562d6e3d730c92/0103483548.jpeg "It is almost ten metres high and extends over three floors: the world's first multiple dividing wall column is located in the new technical centre at the University of Ulm. (Bild: Eberhardt, kiz Universität Ulm)")
:quality(80)/p7i.vogel.de/wcms/aa/9d/aa9dc332257fbc96a2d2ec20b40781a5/0132005469v2.jpeg "Qatar Energy would like to emphasize that this was an operational accident and not sabotage or hostile in nature. (Source: Qatar Energy)")
:quality(80)/p7i.vogel.de/wcms/57/da/57da73af9c35d633196afd46348182b2/0130820106v2.jpeg "Today, the world is witnessing a deepening energy crisis. The Iran–US war has exposed the vulnerability of the global oil, gas, and petrochemicals industry. Its impact is not confined to one region—it has triggered a domino effect across continents. (Source: © Rayhan - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/20/36/20366ffa57a841882fd165e4dc885c09/0130491929v2.jpeg "With the US and Israel jointly firing the first shot on Iran, the world is now witnessing major cascading effects—from soaring global oil and gas prices, to industry leaders declaring force majeure, and even predictions that the war could trigger a global economic recession! (Source: © FOYSAL - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/d0/f7/d0f7d560dfce37c8371442d5b6120e3c/0130182478v1.jpeg "The Gelsenkirchen refinery primarily manufactures fuels for vehicles and aircraft, processing roughly 12 million tonnes of crude oil per year. (Source: BP)")
:quality(80)/p7i.vogel.de/wcms/a8/4e/a84e8039a90a5cf4751d01ebcf6ba1a9/0127510172v2.jpeg "After six years, Achemasia, the international trade fair and innovation forum for sustainable chemical production, has returned with renewed vigor, bringing together global expertise, Chinese innovation, and a shared commitment to a greener industrial future—according to the organizers of the fair. (Source:PROCESS China)")
:quality(80)/p7i.vogel.de/wcms/17/c7/17c703445f134eb3d7ecc7918dda2762/0124596096v2.jpeg "Achema Middle East will launch in Saudi Arabia in 2026. (Bild: Dechema/ Hannibal)")
:quality(80)/p7i.vogel.de/wcms/2a/2c/2a2cffc07f51019065387cd63241b5ce/0119463370v1.jpeg "The Injecta 36 fills and seals RTU (Ready-to-Use) syringes at high speed. The image shows the robotic arm. (Source: IMA)")
:quality(80)/p7i.vogel.de/wcms/b1/7e/b17ea8c62ccafad1d1fb072d6199bbd6/0118578446.jpeg "“Star in the ring”: Vegapuls 6X radar level sensors are the solution of choice for Renolit for many applications on the way to the perfect plastic product. (Source: © MR Design - stock.adobe.com; Vega)")
:quality(80)/p7i.vogel.de/wcms/21/a1/21a139c2315a4791062579969b3c34dc/0132222816v2.jpeg "Achema Middle East will now take place from 11–13 October 2027 at the Riyadh Front Exhibition & Conference Center in Riyadh, Saudi Arabia. (Source: Dechema/Hannibal)")
:quality(80)/p7i.vogel.de/wcms/f2/e1/f2e16472ee0c30756d8e01a454d015bf/0132108569v2.jpeg "Aerial view of the Covestro Integrated Site Shanghai (Source: Covestro)")
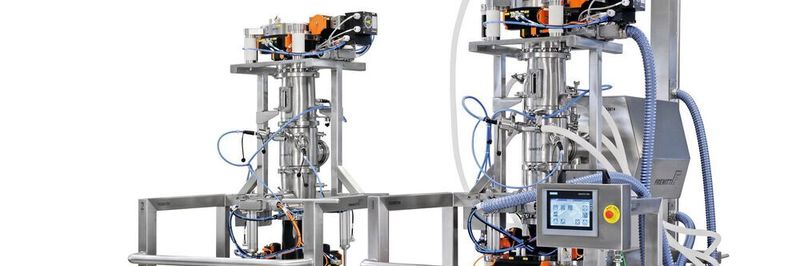
API Grinding Identical Twins: Double Setups for Grinding the Smart Way
A matter of ideas or: How grinding becomes as easy as 1, 2, 3 — Sometimes, situations require us to reinvent the wheel. Taking another perspective, gaining new insights from an external user’s perspective, or getting to the bottom of an issue, can help us to find an original solution with an existing product.
Related Vendors
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/64500/64561/65.jpg "Frewitt_Logo.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/107800/107832/65.jpg "logoDueperthal.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/113800/113818/65.jpg "Turck_Your_Global_Automation_Partner.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/101800/101879/65.jpg "ITV_LogoOrizzontale-per-il-web.jpg ()")
During a kick-off meeting at a customer site, Frewitt specialists the optimal grinding process for the preparation of API products. The initial assumption would always be grind product in one mill, before filling it directly into containers or drums. The system would require cleaning by WIP or CIP once a batch was completed before changing over to a new product. But as new layouts were developed during additional meetings, alternative approaches were established — with a surprisingly simple solution.
:quality(80)/images.vogel.de/vogelonline/bdb/1492600/1492699/original.jpg "Fredrive is a production system, which allows operators to alternate between five milling heads for size-specific crushing, fine grinding, de-agglomeration, or controlled sifting. (Frewitt, © Natis - stock.adobe.com)")
Grinding Technology
There is No Alternative to Testing When it Comes to Grinding New Products
Two factors contributed to this solution: safety and time. As mentioned above, it needed to be possible to completely clean, rinse and dry the system following completion of a batch. On the other hand, due to the rapid, prerequisted, product changeovers, the company needed to minimize the time lost during switching without any expense to safety.
It had been concluded beforehand the Frewitt Coniwitt-150 would best meet the customer’s needs. Features of this conical sieve mill included a large selection of sieves, infinitely variable regulation of the rotor speed from 400-2,400 rpm and a rotor with either a rectangular profile for grinding dry products or a round profile for grinding moist products.
While equipping a mobile system with the Coniwitt-150’s grinding head had certainly led to good results, this would have been too slow during the conversion process. By contrast, two identical systems — both featuring a CW150 grinding head with a drive system — proved to be the ideal solution with regard to the time saved during conversion and process safety.
Keeping Your Grinding Solutions Clean
A WIP system and the drive were located on a static column, which was fastened to the production room floor. But the heart of the solution is the grinding system, notably, the mobile part of the plant. One element of the grinding system consists of a two-part docking station. The docking process could be carried out either with the mobile vessel by lifting the column or using the active valve with automatic feeding. The mandrels for locking the system are used to centrally align the active and passive valves during the docking process.
Product is fed contamination-free into the inlet vessel, which featured a sight glass and a level probe. A magnetic sensor prevents the motor from starting up unintentionally, as long as the feed hopper is not correctly assembled. Downstream of the feed hopper is the conical sieve mill that grinds product batches of max. 300 kg.
Identical Twins for Grinding of APIs
Dry, or moist powder, as well as granulates can be deagglomerated or ground using sieves with different mesh sizes. Under the sieve, two probes were installed for measuring the grinding chamber temperature, which would bring the mill to a stop if a specified value is exceeded. The outlet hopper is assembled with a protective grating and connected to the feed hopper to ensure balanced pressure throughout the system. This leads to the last element of the system, the passive valve. Finally, the filling vessel is docked to pick up the ground product.
This sophisticated grinding setup was duplicated — and with good reason: while one system was in operation, the second could be prepared for a new product. Inserting the correct sieve and choosing the right rotor are just two examples. To illustrate just how important details could be: once cleaning was complete, the spray nozzles were dried out with air so that water, known to potentially cause product jams, could not get into the product under any circumstances.
Each of the systems was equipped with eight cleaning nozzles. One nozzle each was located in the active valve, feed hopper, outlet hopper and the passive valve while a total of nozzles were located in the sieve mill. Cleaning of the grinding system could be controlled and checked using a PLC or a mobile operating panel (HMI) on the static column.
Vessels (containers, drums) of various shapes and sizes could be connected to the mobile grinding system. A mobile lifting column was used to pick the vessels up, transport them to the production site and bring them to the correct height to then finally enable proper docking.
How to Ensure High Levels of Flexibility
Flexibility and safety were both ensured throughout the entire system. The grinding chamber was designed for Atex II 1 D (zone 20), while PTC probes ensured a controlled temperature in this critical area. All components, including vendor parts such as active and passive valves, complied with the Atex directives. Both internal and external Atex certificates ensured safety in the customer’s internal operations, while assuring an indefinite plant service lifetime.
:quality(80)/images.vogel.de/vogelonline/bdb/876300/876305/original.jpg "Hammer Witt achieves fine milling down to 30 µm with high throughput. (Picture: Frewitt)")
Explosion-safe Milling System for API
Small Particles and High Safety
Nothing ventured, nothing gained. This centuries-old adage has once again stood the test of time; even today, sometimes it’s just a matter of daring to try something that hasn’t been done before. In our situation, the solution was two identical grinding systems. The result was certainly one to be proud of, with unexpected time savings achieved during conversion, greater flexibility enabled during the process, and a system that met all the safety requirements set in API production.
* * The author is Sales Manager Germany at Frewitt, Granges-Paccot/Suisse.
(ID:45789085)
:quality(80)/p7i.vogel.de/wcms/19/76/1976928d7d0a2ed7c1eeba7ade8552c8/0126365603v1.jpeg "Detail of Valvedesign: It has an aktiv amd passive part (Bild: Italvacuum)")
:quality(80)/p7i.vogel.de/wcms/41/85/41850761720b85d6be9d51332da2b515/0125589239v2.jpeg "Bühler offers a solution for rice processing with its Rice Whitener. (Source: Bühler)")