
:quality(80)/p7i.vogel.de/wcms/a7/33/a733b07b1e4002ca0a31e148b259f5cc/0132015566v2.jpeg "ABB’s Sensymaster FMT400 flowmeter has earned a SIL 2 certification for use in safety-critical process applications. (Source: ABB)")
:quality(80)/p7i.vogel.de/wcms/41/0e/410e1aadd2c0c6236ad7f88e0b26f0e3/0131997649v2.jpeg "The Gulf region in the Middle East is now incorporating next-gen and advanced technologies to enhance efficiency, reduce carbon footprints, and align with global sustainability mandates. (Source: © ChaoticDesignStudio - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/40/b7/40b7cfff60e644ba4b8a1a1d1fcfac09/0131991659v2.jpeg "AI as a technology is constantly evolving and its role in transforming the wastewater and water treatment industry is huge. (Source: © Malika - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/84/a5/84a5012a0d1f286ae6fc43be3750184c/0131703087v2.jpeg "The Taurob heavy-duty robot is now conducting on-site autonomous inspections as the first set of ‘eyes’ on the ground, enabling Adnoc’s engineers to identify potential gas leaks, unusual hotspots and other hazards to enhance safety. (Source: Adnoc)")
:quality(80)/p7i.vogel.de/wcms/f2/e1/f2e16472ee0c30756d8e01a454d015bf/0132108569v2.jpeg "Aerial view of the Covestro Integrated Site Shanghai (Source: Covestro)")
:quality(80)/p7i.vogel.de/wcms/2e/8d/2e8dab4bf475468e45d92f2ef572093f/0132011402v2.jpeg "Air Liquide Karabatan Tech Gases has signed a new long-term agreement with Silleno for the supply of nitrogen and compressed dry air to its future polyethylene plant. (Source: Air Liquide )")
:quality(80)/p7i.vogel.de/wcms/b2/05/b20538f6b825fdc9494324cd51746c96/0131936649v2.jpeg "Lubrizol, together with Grasim Industries, has recently inaugurated a world-class Chlorinated Polyvinyl Chloride resin manufacturing facility in Vilayat, Gujarat. (Source: Lubrizol )")
:quality(80)/p7i.vogel.de/wcms/63/d7/63d7a3a5c9fc71a335dae5911dd1226c/0131934643v2.jpeg "At Wacker’s new Czech based production site in Karlovy Vary, Wacker will produce silicones for the growth markets of electromobility, medical technology and power-grid expansion. (Source: Wacker)")
:quality(80)/p7i.vogel.de/wcms/c2/e0/c2e0562f652dc165f2fe6adccfe45136/0132092544v2.jpeg "Shoko Co. has announced that, following the sales framework agreement announced in June 2025 with Hannong Chemicals, the manufacturing plant for the new pharmaceutical excipient “Viscomedi” has been completed. (Source: Hannong Chemicals)")
:quality(80)/p7i.vogel.de/wcms/09/2e/092e98494fd501cd022ff03886e54815/0132091498v2.jpeg "Lonza has recently announced an expanded strategic collaboration with a leading US-based biopharmaceutical company. (Source: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/19/2f/192f94e159bce625559d56060e29359b/0132073125v2.jpeg "The pharmaceutical industry is adopting next-gen technologies such as AI, Digital Twins, Supercomputers, and Quantum Computing to enhance production processes, efficiency and even transform the future of drug development. (Source: © Thachakrit - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/46/28/4628d3e50feddb25cf77815bbc29d1c8/0132017298v2.jpeg "From left to right: Emilie Pharand, Vice-President, Food & Nutrition North America, IMCD; Mary Lim, Americas Technical Director, IMCD; and Vlad Miller, Vice-President Finance, IMCD US. (Source: IMCD)")
:quality(80)/p7i.vogel.de/wcms/8c/9f/8c9f755af81c19929f8ad159b456bab1/0132007368v2.jpeg "Maire has recently signed a MOU with the Sovereign Wealth Fund of Kazakhstan Samruk-Kazyna and Acik to cooperate on the development of a SAF platform in the Republic of Kazakhstan. (Source: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/3c/5d/3c5d359b63434a7204901f45622388fb/0131956099v2.jpeg "Ohmium International and Hynfra have recently announced the signing of a master cooperation agreement to advance green hydrogen projects in Mauritania, Jordan, and Oman. (Source: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/a9/63/a96398d496c7116edb37f8899cef07ab/0131931469v2.jpeg "Thyssenkrupp Uhde, in close cooperation with Johnson Matthey, has successfully completed the modernization of the ammonia converter for igsaş – İstanbul Gübre Sanayii – at its Kocaeli production site. (Source: Thyssenkrupp Uhde)")
:quality(80)/p7i.vogel.de/wcms/89/47/8947595eafaa6ad27c8552a5f9ad48e1/0129967379v1.jpeg "Biogas and biomethane currently provide approximately 5.5 GW of stable electrical capacity and could be expanded to up to 20 GW without requiring additional land – an enormous potential. (Source: license free via Pixabay)")
:quality(80)/p7i.vogel.de/wcms/e9/64/e964996410967c124c2cf01a8623068e/0130285341v1.jpeg "Geht unter die Oberfläche: Die Offshore-Ölförderung erfordert hochenergetische Pumpen – doch diese sind im Wesentlichen eine Black Box. Bisher zumindest. (Source: Kistler Group)")
:quality(80)/p7i.vogel.de/wcms/1c/39/1c39433f4bb4de2e5e6c5311c3236d09/0130110254v2.jpeg "The new pumps of the Omega type series have been designed for handling water and fluids with a low solids content efficiently. (Source: KSB)")
:quality(80)/p7i.vogel.de/wcms/be/e1/bee13b8d51a419b9b8f0685e2b9d47bf/0128917673v1.jpeg "The Centerwave 6000 measures pipes from 32 to 1,600 mm. (Source: Maag Group)")
:quality(80)/p7i.vogel.de/wcms/6d/f4/6df401340dd39e80535bfdef67909958/0131840391v2.jpeg "Dupont has recently announced that a MBR system has been selected as part of the next phase of upgrades at the Riverstone Water Resource Recovery Facility in Sydney, Australia. (Source: Dupont)")
:quality(80)/p7i.vogel.de/wcms/f8/48/f848b446deb0595d2494aed2154ed010/0131700971v2.jpeg "Under the agreement, Xylem will deliver a full end-to-end solution that includes engineering, system design, and long-term operation. (Source: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/a8/92/a892445199f1f77c914c4de44d10fa5d/0131584311v2.jpeg "The transaction is expected to close on 1 July 2026, pending regulatory approvals and satisfaction of customary closing conditions. (Source: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/79/31/7931cc94924b4c2ebc7087e9cec2f801/0130490720v2.jpeg "The new Pulsar Model R80 solids antenna delivers improved measurement capability through its high-frequency signal, narrow beam angle, and advanced configuration software. (Source: Ametek )")
:quality(80)/p7i.vogel.de/wcms/6b/cc/6bcc3d26e1c7c74d90a10bc3ca296ae1/0128362351v2.jpeg "A look into Bayer's new tablet production, Solida 1, during construction: The robots and lift columns for material handling are being installed. (Source: Bayer)")
:quality(80)/p7i.vogel.de/wcms/24/c8/24c84ab6b1bcd24468a87820a07a85aa/0128194707v2.jpeg "Ajax Equipment has supplied Binding Solutions with a feed system comprising buffer hopper, screw feeder and agitated screw feeder for a pilot plant handling iron ore and additives. (Source: Ajax Equipment )")
:quality(80)/p7i.vogel.de/wcms/1d/3e/1d3e2788eb37c1e974f36337c8d33cb5/0128191010v2.jpeg "Ajax Equipment has supplied IGI Systems with a stainless-steel conical hopper with gas purge capability, as part of a prototype Sublimation System for a low-pressure chemical vapour deposition application. (Source: Ajax Equipment)")
:quality(80)/p7i.vogel.de/wcms/1e/07/1e07106e87c98f69c7d59d4bfb67c8fc/0132106466v2.jpeg "BASF has completed the coatings transaction with Carlyle. The former BASF Coatings business will operate as Surventis going forward. (Source: BASF)")
:quality(80)/p7i.vogel.de/wcms/de/71/de7136c1d16f4724d201843429245d65/0132094031v2.jpeg "The inaugurations were attended by customers, partners, and employees, as well as state and local city representatives. (Source: Endress+Hauser)")
:quality(80)/p7i.vogel.de/wcms/58/66/5866a571d22ae29444f4ddb61189c0b2/0132017270v2.jpeg "The settlement agreement is the latest progress delivered under the Strengthening the Long Term pillar of Chemours’ Pathway to Thrive strategy, which includes the Company’s sustained efforts to address legacy PFAS and other environmental claims. (Source: The Chemours Company )")
:quality(80)/p7i.vogel.de/wcms/72/f7/72f7230f64ef74a44106e96208ab59fb/0132012176v1.jpeg "Maire has announced that Nextchem has completed the acquisition of the entire share capital of Ballestra group. (Source: Pixabay)")
:quality(80)/p7i.vogel.de/wcms/f8/29/f8298429c1638b949a6f76346f6709c7/0118701710v2.jpeg "Bosch Industrial Heat will be presenting sustainable steam and heat solutions for global industrial use at the Achema trade fair in Frankfurt, Germany. (Source: Bosch Industriekessel)")
:quality(80)/p7i.vogel.de/wcms/07/24/07242664ab2b1c7841c9d9d0a127670c/0116045959.jpeg "A look inside the GEA machine room. (Bild: Magnavale)")
:quality(80)/p7i.vogel.de/wcms/c9/79/c979a20b32395ddfa93fe7ead90578a0/0108386061.jpeg "Production residues, lime, salt and suspended solids quickly clog the pipes. (Source:©Tanakorn - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/9e/5c/9e5c92d942ed046a27562d6e3d730c92/0103483548.jpeg "It is almost ten metres high and extends over three floors: the world's first multiple dividing wall column is located in the new technical centre at the University of Ulm. (Bild: Eberhardt, kiz Universität Ulm)")
:quality(80)/p7i.vogel.de/wcms/aa/9d/aa9dc332257fbc96a2d2ec20b40781a5/0132005469v2.jpeg "Qatar Energy would like to emphasize that this was an operational accident and not sabotage or hostile in nature. (Source: Qatar Energy)")
:quality(80)/p7i.vogel.de/wcms/57/da/57da73af9c35d633196afd46348182b2/0130820106v2.jpeg "Today, the world is witnessing a deepening energy crisis. The Iran–US war has exposed the vulnerability of the global oil, gas, and petrochemicals industry. Its impact is not confined to one region—it has triggered a domino effect across continents. (Source: © Rayhan - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/20/36/20366ffa57a841882fd165e4dc885c09/0130491929v2.jpeg "With the US and Israel jointly firing the first shot on Iran, the world is now witnessing major cascading effects—from soaring global oil and gas prices, to industry leaders declaring force majeure, and even predictions that the war could trigger a global economic recession! (Source: © FOYSAL - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/d0/f7/d0f7d560dfce37c8371442d5b6120e3c/0130182478v1.jpeg "The Gelsenkirchen refinery primarily manufactures fuels for vehicles and aircraft, processing roughly 12 million tonnes of crude oil per year. (Source: BP)")
:quality(80)/p7i.vogel.de/wcms/a8/4e/a84e8039a90a5cf4751d01ebcf6ba1a9/0127510172v2.jpeg "After six years, Achemasia, the international trade fair and innovation forum for sustainable chemical production, has returned with renewed vigor, bringing together global expertise, Chinese innovation, and a shared commitment to a greener industrial future—according to the organizers of the fair. (Source:PROCESS China)")
:quality(80)/p7i.vogel.de/wcms/17/c7/17c703445f134eb3d7ecc7918dda2762/0124596096v2.jpeg "Achema Middle East will launch in Saudi Arabia in 2026. (Bild: Dechema/ Hannibal)")
:quality(80)/p7i.vogel.de/wcms/2a/2c/2a2cffc07f51019065387cd63241b5ce/0119463370v1.jpeg "The Injecta 36 fills and seals RTU (Ready-to-Use) syringes at high speed. The image shows the robotic arm. (Source: IMA)")
:quality(80)/p7i.vogel.de/wcms/b1/7e/b17ea8c62ccafad1d1fb072d6199bbd6/0118578446.jpeg "“Star in the ring”: Vegapuls 6X radar level sensors are the solution of choice for Renolit for many applications on the way to the perfect plastic product. (Source: © MR Design - stock.adobe.com; Vega)")
Related Vendors
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/109600/109698/65.png "Lutz-Jesco-Logo-2016_englisch.png ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/103000/103097/65.jpg "Pörner Gruppe mit Rand.jpg ()")
Common Problems in Bin Flow
In the steel industry, a common problem in bin flow is arching. It takes place about 2–2.5 m from the bin outlet. Tata’s Iron & Steel plant at Jamshedpur faced a problem in the flux bin (-3 mm mixture of lime stone and dolomite). To solve the problem, the company used an air blaster along with a local hammer at a 2.5 m level. This solution offered a good result.
Conditions of Mass Flow
For mass flow to occur, the following basic conditions have to be satisfied:
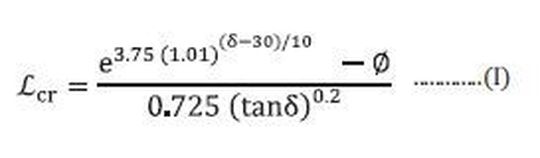
- a) The hopper wall must be sufficiently steep/inclined. This has got a significant influence on the flow pattern. Although a standard practice is to make slope of the hopper at least as steep as or little more the angle of repose of the material being stored, the same shall only guarantee emptying of the hopper and may or may not develop a condition suitable for mass flow. It has been established that the profile of the hopper is a function of (a) effective kinematic angle of internal friction ‘δ’ of the bulk material being stored and (b) angle of friction ‘ø’ between hopper wall surface (liner) and the bulk material. The critical hopper angle cr measured from the vertical, can be expressed mathematically as
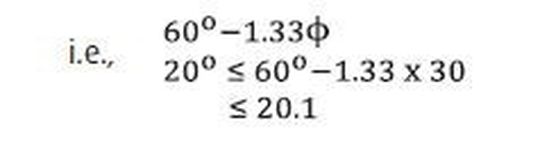
- Extensive researches carried out by Jenike & Johanson have established that the hopper angle ‘ ’ should be less than or equal to 60° – 1.33 ø ..............(II)
- b) The hopper wall must be smooth enough so that the mechanical interlocking force between the particles of material is more than the sliding friction between the material and the hopper wall. In other words, the frictional force between the material and hopper wall should be less than the frictional force developed between the material particles during motion. Mathematically, this can be expressed as

- c) Hopper outlet dimension is also an important factor for mass flow to occur. As per Jenike & Johanson, the minimum outlet dimension, i.e., width of hopper ‘B’ shall be
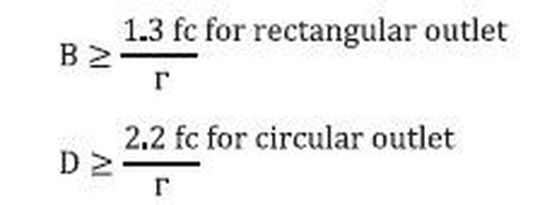
- Where, fc = Unconfined yield strength in kg/m2 ; = Bulk density in kg/m3. To ensure mass flow in hoppers, all the
- above conditions have to be fulfilled.
Case Study for Hopper of a Raw Material Unloading System
The profile of a hopper designed for a raw material unloading system has been checked with different materials handled and the conditions are stipulated in table 1.

The critical hopper angles calculated with above values of & for the materials are given as
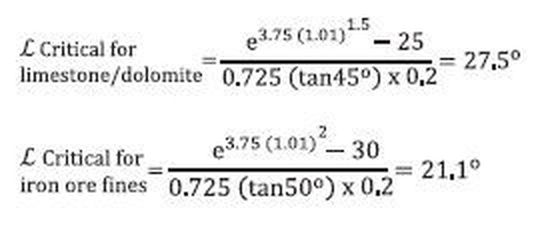
The hopper angle is critical for iron ore fines. Hence, the design of the hopper has to be based on the material. The hopper angle provided is 20° with the vertical.
Check for condition in (II)
Check for condition in (III) above
To calculate the hopper opening dimension, the following values are considered. The opening provided is 650 mm Hence, the hopper dimensions and profile are suitable for mass flow of materials.
This article is a general guide line for designing the mass flow bins/bunkers. Apart from this, various flow aids have been developed along with suitable liners, which can be used to combat flow problems. Extensive experiment work is still going on in India as well as other countries to overcome these difficulties.
* Both authors are with M N Dastur & Company (P)
(ID:43306666)
:quality(80)/p7i.vogel.de/wcms/1d/3e/1d3e2788eb37c1e974f36337c8d33cb5/0128191010v2.jpeg "Ajax Equipment has supplied IGI Systems with a stainless-steel conical hopper with gas purge capability, as part of a prototype Sublimation System for a low-pressure chemical vapour deposition application. (Source: Ajax Equipment)")
:quality(80)/p7i.vogel.de/wcms/cd/0d/cd0d7427107f43c3a1716496a352fece/0127283071v2.jpeg "Ajax designed the handling system’s vee-shaped hopper and twin screw feeder together to help ensure the smooth transfer of filter cake. (Source: Ajax Equipment)")